Накатка різьблення: технології та особливості
Хоча розвиток сучасних технологій в машинобудуванні зробило можливим заміну безлічі металевих деталей більш практичними твердотільними пластиками та композитами, потреба в сталевих елементах, як і раніше, зберігається. Залишаються актуальними і технології обробки металів, але і в цій сфері з'являються нові методи і засоби. Так, накатка різьблення, що замінила традиційну різання, дозволила оптимізувати виробничий процес виготовлення деталей і підвищити якість гвинтового з'єднання в принципі.  Технологія відноситься до різновидів поперечної накатки, але в даному випадку наголос робиться на використання роликів стосовно до циліндричних заготовок. Метод також орієнтується на принципи видавлювання гвинтового профілю, що дозволяє м'якше формувати різьблення, дотримуючись технічного завдання до найдрібніших розмірних показників. До особливостей ж процесу накатки різьби можна віднести наступне:
Технологія відноситься до різновидів поперечної накатки, але в даному випадку наголос робиться на використання роликів стосовно до циліндричних заготовок. Метод також орієнтується на принципи видавлювання гвинтового профілю, що дозволяє м'якше формувати різьблення, дотримуючись технічного завдання до найдрібніших розмірних показників. До особливостей ж процесу накатки різьби можна віднести наступне:
Відсутність руйнування внутрішньої структури металевої заготовки. Це відноситься також до корозійностійким, жароміцних і спеціальних видів сталей. Саме м'яке деформаційне вплив виключає небажані процеси надлишкового тиску на метал. Відбувається зміцнення зовнішніх шарів заготовки, а також збільшується навантажувальна здатність елемента. До цих переваг варто додати і характеристики самого гвинтового профілю. Внаслідок ковзання накатки рельєфна поверхня знаходить оптимальні показники твердості і шорсткості з мікроструктурою, сприятливої для контакту з текстурою прилеглих поверхонь.  У реалізації даного способу застосовуються різьбонакатні верстати-напівавтомати, що дозволяють виконувати з високою точністю метричні, трапецеїдальних та інші гвинтові профілі. Також виконуються складні рифлення на ходових деталях і дрібномодульних косозубих колесах. Сам процес формування різьби шляхом обкатки профілю, який наноситься попередньо. Це свого роду накатка насічок на різьбі, що утворюється за рахунок примусового обертання роликів. У процесі руху верстат виконує і радіальне переміщення функціональних елементів за допомогою програми зусилля від гідравлічного приводу. У свою чергу, циліндрична заготовка знаходиться між роликами на опорній частині або в патроні захоплюючого пристрою. Вона обертається під впливом сили тертя, яка формується при контакті роликів з поверхнею деталі і наростає по мірі впровадження деформуючого профілю.
У реалізації даного способу застосовуються різьбонакатні верстати-напівавтомати, що дозволяють виконувати з високою точністю метричні, трапецеїдальних та інші гвинтові профілі. Також виконуються складні рифлення на ходових деталях і дрібномодульних косозубих колесах. Сам процес формування різьби шляхом обкатки профілю, який наноситься попередньо. Це свого роду накатка насічок на різьбі, що утворюється за рахунок примусового обертання роликів. У процесі руху верстат виконує і радіальне переміщення функціональних елементів за допомогою програми зусилля від гідравлічного приводу. У свою чергу, циліндрична заготовка знаходиться між роликами на опорній частині або в патроні захоплюючого пристрою. Вона обертається під впливом сили тертя, яка формується при контакті роликів з поверхнею деталі і наростає по мірі впровадження деформуючого профілю.
 Самі ролики для накочування є лише складовою частиною універсальної машини, проте за принципом своєї дії можуть виступати і самостійними різьбярами. У будь-якому випадку важливо враховувати два основні параметри при виборі даного сегмента – межа міцності і діаметр профілю. Що стосується показників міцності, то накатка різьблення роликами здатна витримувати до 1400 МПа, підтримуючи точність до 01 мм. Недоліком цього способу є обмеження по товщині циліндра. Наприклад, діапазон по діаметрам оброблюваних деталей стандартного формату варіюється від 15 до 15 мм в середньому. Крок різьби при цьому буде становити до 2 мм, а довжина – близько 80 мм. В той же час технологія виходить досить витратною з урахуванням складності виготовлення роликів і автоматів, які обслуговують робочу інфраструктуру.
Самі ролики для накочування є лише складовою частиною універсальної машини, проте за принципом своєї дії можуть виступати і самостійними різьбярами. У будь-якому випадку важливо враховувати два основні параметри при виборі даного сегмента – межа міцності і діаметр профілю. Що стосується показників міцності, то накатка різьблення роликами здатна витримувати до 1400 МПа, підтримуючи точність до 01 мм. Недоліком цього способу є обмеження по товщині циліндра. Наприклад, діапазон по діаметрам оброблюваних деталей стандартного формату варіюється від 15 до 15 мм в середньому. Крок різьби при цьому буде становити до 2 мм, а довжина – близько 80 мм. В той же час технологія виходить досить витратною з урахуванням складності виготовлення роликів і автоматів, які обслуговують робочу інфраструктуру.
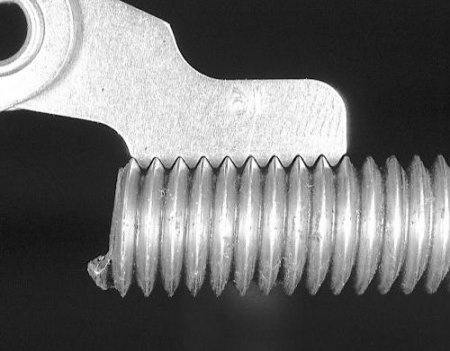
 Дана технологія, навпаки, успішно застосовується на метизних виробництвах при серійному випуску кріпильних виробів із звичайною точністю. Застосування плоских плашок відрізняється високою продуктивністю, при цьому вимагаючи підключення простого по своєму пристрою обладнання. Це забезпечує і надійність робочого процесу, і універсальність при виготовленні різних за типорозмірами деталей. Наприклад, діапазон діаметрів під накатку різьби в даному випадку буде становити 17-33 мм. Максимум по довжині різьби складе 100 мм, а кроковий відступ знаходиться в межах 03-3 мм. З негативних сторін застосування плашок можна назвати низькі показники твердості деталей, оскільки оснащення працює тільки з матеріалами, межа міцності яких не перевищує 900 МПа. З іншого боку, плашки спеціальних модифікацій дають можливість виконання накатки на самонарезающихся шурупах і гвинтах за один різьбовий прохід.
Дана технологія, навпаки, успішно застосовується на метизних виробництвах при серійному випуску кріпильних виробів із звичайною точністю. Застосування плоских плашок відрізняється високою продуктивністю, при цьому вимагаючи підключення простого по своєму пристрою обладнання. Це забезпечує і надійність робочого процесу, і універсальність при виготовленні різних за типорозмірами деталей. Наприклад, діапазон діаметрів під накатку різьби в даному випадку буде становити 17-33 мм. Максимум по довжині різьби складе 100 мм, а кроковий відступ знаходиться в межах 03-3 мм. З негативних сторін застосування плашок можна назвати низькі показники твердості деталей, оскільки оснащення працює тільки з матеріалами, межа міцності яких не перевищує 900 МПа. З іншого боку, плашки спеціальних модифікацій дають можливість виконання накатки на самонарезающихся шурупах і гвинтах за один різьбовий прохід.
 Механізовані верстати на електроприводі не завжди дають очікувано точний результат. Вони добре себе проявляють у потокової обробки і при виконанні складних завдань, пов'язаних з деформацією твердотільного металу. Але, приміром, накатку на спицях краще виконувати на ручному верстаті без приводу. Ручного зусилля буде достатньо для видавлювання невеликих витків на циліндричній поверхні металу, причому з підтриманням високої точності. В роботі використовуються компактні верстати, пристрій яких формується двома частинами – станиною і робочої оснащенням з трьома роликами. Процес накатки різьби на спицях виконується через рукоятку, пов'язану з головкою через вал. Спиця інтегрується в цанговий механізм з регульованим гніздом. При цьому важливо заздалегідь передбачити крайні значення по діаметру заготовки. В середньому для таких верстатів підходять циліндричні деталі товщиною 15-3 мм
Механізовані верстати на електроприводі не завжди дають очікувано точний результат. Вони добре себе проявляють у потокової обробки і при виконанні складних завдань, пов'язаних з деформацією твердотільного металу. Але, приміром, накатку на спицях краще виконувати на ручному верстаті без приводу. Ручного зусилля буде достатньо для видавлювання невеликих витків на циліндричній поверхні металу, причому з підтриманням високої точності. В роботі використовуються компактні верстати, пристрій яких формується двома частинами – станиною і робочої оснащенням з трьома роликами. Процес накатки різьби на спицях виконується через рукоятку, пов'язану з головкою через вал. Спиця інтегрується в цанговий механізм з регульованим гніздом. При цьому важливо заздалегідь передбачити крайні значення по діаметру заготовки. В середньому для таких верстатів підходять циліндричні деталі товщиною 15-3 мм

 Технологія накатки дає чимало переваг виробника, що виражається в експлуатаційних якостях самої деталі та оптимізації робочого процесу. Але, вибираючи цей метод формування гвинтових профілів, слід враховувати і його слабкі сторони. Головним недоліком накатування різьби є швидкий знос обробної оснастки. У різного інструменту можуть стиратися профільні витки, відбувається знос торцевих фасок і викришування робочої області. Усунути або мінімізувати подібні ефекти дозволяє регулярне техобслуговування пристосувань, що виражається в своєчасному виправленню, заточенню й обробці захисної хімією по металу.
Технологія накатки дає чимало переваг виробника, що виражається в експлуатаційних якостях самої деталі та оптимізації робочого процесу. Але, вибираючи цей метод формування гвинтових профілів, слід враховувати і його слабкі сторони. Головним недоліком накатування різьби є швидкий знос обробної оснастки. У різного інструменту можуть стиратися профільні витки, відбувається знос торцевих фасок і викришування робочої області. Усунути або мінімізувати подібні ефекти дозволяє регулярне техобслуговування пристосувань, що виражається в своєчасному виправленню, заточенню й обробці захисної хімією по металу.
Особливості процесу накатування

Накатка двухроликовыми верстатами

Характеристики роликових сегментів

Накатка державками і циліндричними головками
Дана оснастка застосовується в складі з циліндричним неприводным інструментом. Як експлуатуючого обладнання можуть використовуватися універсальні металорізальні агрегати. Наприклад, як верстат для накатки різьби з державками і циліндричними головками цілком можуть використовуватися токарні, токарно-револьверні і шпиндельні автомати. Головною технологічною особливістю застосування оснастки можна назвати завершеність і високу точність процесу. Ті ж головки забезпечують остаточну обробку з підтримкою високих вимог щодо параметрів биття, співвісності і стабільності різьби. Тобто після застосування даної операції у спеціальній доопрацювання вже немає потреби. Але разом з перевагами застосування державок і головок для накатки є і недоліки, до яких відносять низьку продуктивність, що виключає можливість застосування методу великосерійному форматі виготовлення.Накатка плашками

Ручна накатка різьблення


Технологія накатки «на прохід»
Спеціальна методика для формування довгою різьби більше 250 мм. Особливостями даного способу можна назвати осьову подачу заготовки, а також утворення кута підйому у роликів по лінії гвинта відносно контуру накатки. Якщо говорити про застосовуваних верстатах, то оптимальним буде агрегат з похилим шпинделем, конструкція якого дозволить застосовувати роликові сегменти з кільцевої нарізкою. Гвинтові конфігурація теж буде різноманітною – можливі ліві і праві, одне - і многозаходные профілі з суворим дотриманням певного кроку. Максимальний діаметр накатки різьби цього типу досягає 200 мм при кроці в 16 мм. На практиці таким способом часто виконують різьбові шпильки з трапецеидальным або метричними профілем. Для досягнення високої швидкості обробки верстати забезпечуються особливої трансмісією, виносні підшипники якої змащуються вбудованим механізмом примусово. Це дозволяє досягати частоти обертання 600 об./мін.Висновок

Читайте також

Дім
Сухе зварювання металу: інструкція із застосування, характеристики, плюси і мінуси
Дім
Плашка - це корисний інструмент в господарстві

Дім
Інструменти для різання металу: яке буває обладнання

Дім
Деревообробний верстат з ЧПУ: опис і характеристики

НАУКА
Обробка металу і плат для електроніки — координатно-свердлильний верстат з ЧПУ

Дім
Відновлення різьби холодним зварюванням
НАУКА
Крок різьби. Опис. Область застосування

Техніка
Токарний верстат з ЧПУ по металу, по дереву: технічні характеристики