Саморобний верстат для холодної ковки: процес виготовлення
Створення кованих виробів проводиться за допомогою гарячої та холодної обробки. Останній метод не вимагає особливих навичок, але для його здійснення потрібні спеціальні пристосування. Існують різні креслення верстатів холодної ковки, багато з яких підходять для самостійного створення інструменту.  Структура кристалічної решітки металу складається із зерен, що мають неправильну форму. Інструмент, використовуваний для кування, впливає на неї і призводить до зміни виду деталі. Особливе значення має підбір креслень верстатів, так як заготівля повинна зберегти свої попередні властивості.
Структура кристалічної решітки металу складається із зерен, що мають неправильну форму. Інструмент, використовуваний для кування, впливає на неї і призводить до зміни виду деталі. Особливе значення має підбір креслень верстатів, так як заготівля повинна зберегти свої попередні властивості.
Створення відповідної конфігурації можливо за допомогою кількох інструментів. Перед початком виготовлення проводиться розрахунок параметрів формованих виробів. Прутки, використовувані для заготовок, можуть мати різний діаметр, який підбирається з урахуванням ступеня складності техніки та подальшої експлуатації. Обробці підлягає тільки низьковуглецева сталь, так як інші види не мають необхідної пластичності.
 Саморобні вигинальні верстати холодної ковки подібного виду повинні створюватися у відповідності з деякими особливостями. Приміром, спочатку повинен бути визначений кут деформації. Також можливе додавання додаткового згинального елемента, у разі його використання монтується третій обертаючий вал. Інструмент виготовляється зі спеціальної сталі, так як на нього в процесі припадають великі навантаження. Варто відзначити можливість збору різних деталей, в тому числі і хвилеподібних.
Саморобні вигинальні верстати холодної ковки подібного виду повинні створюватися у відповідності з деякими особливостями. Приміром, спочатку повинен бути визначений кут деформації. Також можливе додавання додаткового згинального елемента, у разі його використання монтується третій обертаючий вал. Інструмент виготовляється зі спеціальної сталі, так як на нього в процесі припадають великі навантаження. Варто відзначити можливість збору різних деталей, в тому числі і хвилеподібних.  "Равлик" являє собою простий саморобний верстат для холодної ковки, який забезпечує формування спіралей з необхідною кількістю витків. Він відрізняється найбільшою популярністю і може адаптуватися для виготовлення бажаного виробу. Інструмент оснащений ручним або електричним приводом, вид якого підбирається у відповідності з інтенсивністю експлуатації.
"Равлик" являє собою простий саморобний верстат для холодної ковки, який забезпечує формування спіралей з необхідною кількістю витків. Він відрізняється найбільшою популярністю і може адаптуватися для виготовлення бажаного виробу. Інструмент оснащений ручним або електричним приводом, вид якого підбирається у відповідності з інтенсивністю експлуатації.
 Далі відрізається частина прута з довжиною, що дорівнює ширині смуги із сталі. Головне, щоб вона не перевищувала цей параметр, так як це може привести до травм в процесі згинання. Прут необхідний для закріплення матеріалу на першому етапі створення виробу, щоб запобігти вільний хід в одній точці. Від профільованої труби відрізається частина з довжиною в 10 див. Вона об'єднає лист і підстава, на якому буде вироблятися фіксація. З-за високої ступеня навантаження повинні застосовуватися тільки товстостінні матеріали. Після того як всі основні елементи будуть підготовлені, можна збирати саморобний верстат для холодної ковки, креслення якого представлений нижче.
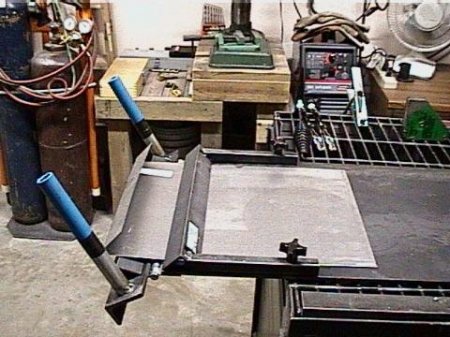
Далі відрізається частина прута з довжиною, що дорівнює ширині смуги із сталі. Головне, щоб вона не перевищувала цей параметр, так як це може привести до травм в процесі згинання. Прут необхідний для закріплення матеріалу на першому етапі створення виробу, щоб запобігти вільний хід в одній точці. Від профільованої труби відрізається частина з довжиною в 10 див. Вона об'єднає лист і підстава, на якому буде вироблятися фіксація. З-за високої ступеня навантаження повинні застосовуватися тільки товстостінні матеріали. Після того як всі основні елементи будуть підготовлені, можна збирати саморобний верстат для холодної ковки, креслення якого представлений нижче.  Потім встановлюються в необхідних місцях відрізки смуги та обводяться маркером. Отримані кола потрібні для формування отворів. Вони повинні повністю відповідати діаметру ніжок для забезпечення легкої установки і зняття. Завершальним етапом стає приварювання профільної труби в нижній частині, а також фіксуючого елемента поруч з "равликом". Фото саморобних верстатів холодної ковки, виготовлених подібним чином, представлено вище.
Потім встановлюються в необхідних місцях відрізки смуги та обводяться маркером. Отримані кола потрібні для формування отворів. Вони повинні повністю відповідати діаметру ніжок для забезпечення легкої установки і зняття. Завершальним етапом стає приварювання профільної труби в нижній частині, а також фіксуючого елемента поруч з "равликом". Фото саморобних верстатів холодної ковки, виготовлених подібним чином, представлено вище.
Особливості виготовлення
Формуються ковані металеві елементи в результаті деформації, при цьому в процесі робіт повинні прийматися до уваги експлуатаційні характеристики матеріалу.
Саморобний верстат для холодної ковки: правила виготовлення
Існують певні правила, відповідність яким забезпечує отримання необхідного результату:"Гнутик"
Ручні верстати для холодного кування можна виготовити самостійно, достатньо розібратися в тонкощах використання інструменту та підібрати відповідний креслення. "Гнутик" необхідний для створення кутів різної конфігурації. Його основними конструктивними елементами є рушійний упор і два вала, розміщені на сталевій пластині.
"Твістер" та "Равлик"
Сьогодні художня ковка не обходиться без деталей у формі шнека. Їх створення забезпечують ручні верстати для холодного кування під назвою "Твістер". Вони мають характерну особливість, що полягає у прокручуванні прута вздовж осі. Інструмент складається з рухомої та фіксованої частини. Поворотною рукояткою проводиться деформація заготовки, яка фіксується між основними деталями конструкції. Варто відзначити, що спіраль формується з боку кріплення виробу, а прикладені зусилля можна зменшити при грамотному розрахунку важеля, що надає тиск. Дане пристосування дозволяє виготовляти деталі для металевих огорож і віконних решіток.
Саморобний верстат для холодної ковки: підготовка матеріалів
Для початку необхідно викреслити спіраль з ідентичним кроком всіх витків. При цьому потрібно відштовхуватись від використовуваних заготовок, так як ширина ходу, як правило, знаходиться в межах 15 мм, у той час як інструмент призначається для прутків з перерізом у 10 мм. Вільний простір потрібно для маневру, так як при повному стисканні заготовки вигин стане неможливим. Далі необхідно вирізати пластину розміром 20х20 см із сталевого листа. Незважаючи на невеликі габарити, вона забезпечить оптимальне проведення робочого процесу. У відповідності з довжиною передбачуваної "равлики" виконується відріз із сталі. Смугу необхідно зігнути за допомогою плоскогубців, помістити на пластину і окреслити яскравим маркером з усіх боків.
Складання конструкції
Сталева "равлик" поділяється на витки, перший з яких буде утримувати заготовку, а на інших йтимуть самі витки прута. Центральна частина приварюється до основи, при цьому на отриманому шві повинні бути відсутнім навіть найменші недоліки. Шматки прута приварюються до основної частини смуги, відстань між ними повинна становити 3 див. Необхідно проявити обережність при формуванні швів, після чого збити їх за допомогою молотка.
Читайте також

Дім
Молот - це інструмент коваля

Дім
Сухе зварювання металу: інструкція із застосування, характеристики, плюси і мінуси
Авто поради
Berry Alloc: ламінат. Характеристика, переваги, колекції

Дім
Гнуття арматури своїми руками. Верстати для гнуття та різання арматури своїми руками

Дім
Ковані ліжка
НАУКА
Гибочний верстат: що це таке

Техніка
Токарний верстат з ЧПУ по металу, по дереву: технічні характеристики

Техніка
Слюсарна рубка металу