Лазерна обробка металів: обладнання, технологія, переваги і недоліки
Висока економічність і ефективність лазерної обробки металів призвели до того, що цей спосіб використовується досить широко. Багато промислові підприємства віддають перевагу саме цей спосіб. Існує кілька різних видів лазерного різання. Саме ця операція і є обробкою металевих виробів.
Однак варто зазначити, що на практиці, за технологією лазерної обробки металу, випаровування відбувається лише в тому випадку, якщо заготівля зроблена з тоншого металу. Якщо необхідно обробити матеріал з досить великою щільністю, необхідно використовувати допоміжне обладнання. Плавлення здійснюється за допомогою газу, який виступає другорядним агрегатом і допомагає позбавлятися від залишків металу. Такий метод називається газолазерной різкою.
Твердотільними вважаються установки, потужність яких не більше 6 кВт. Газові установки мають потужність до 20 кВт. Найбільш потужні агрегати - це газодинамічні пристрій, потужність яких починається від 100 кВт. 
Що стосується застосування газових лазерів, то вони найчастіше застосовуються не на промислових об'єктах, а в наукових або технічних цілях. При обробці металу лазерними верстатами такого типу використовується суміш газоподібних речовин в якості робочого тіла. Застосовується тут азот, вуглекислий газ і гелій. Атоми даних речовин збуджуються під впливом електричного розряду. Це забезпечує такі позитивні якості, як монохроматичність, а також спрямованість. Ці властивості виступають основними перевагами газового лазера. Найбільша потужність полягає в газодинамічних лазерах. Основною робочою речовиною виступає вуглекислий газ. Процес протікає наступним чином. Спочатку газ нагрівається до певної температури. Після цього він подається у вузький канал, в якому здійснюється розширення структури, а також охолодження газу. При проведенні даної процедури і виникає потрібна енергія, яка використовується для проведення процедури різання лазером.
Найбільша потужність полягає в газодинамічних лазерах. Основною робочою речовиною виступає вуглекислий газ. Процес протікає наступним чином. Спочатку газ нагрівається до певної температури. Після цього він подається у вузький канал, в якому здійснюється розширення структури, а також охолодження газу. При проведенні даної процедури і виникає потрібна енергія, яка використовується для проведення процедури різання лазером. Спеціальний випромінювач, в ролі якого виступає твердотільний газовий лазер. Тут важливо зазначити, що він повинен володіти відповідними оптичними та енергетичними параметрами для вибраного режиму роботи. Далі обов'язково наявність системи переміщення і формування променя і газу. Ці елементи відповідають за передачу випромінювання від лазера до заготівлі, яку треба обробити, а також відповідає за зміну параметрів газу, що подається для роботи. Третій важливий елемент - це система переміщення. Відповідає вона не тільки за пересування лазера, але і за рух металевої заготовки. Додатковими деталями у цій системі виступають привід, двигун і виконавчий механізм. Природно, що таке високоточне і небезпечне обладнання має автоматизовану систему обладнання - АСУ. Саме ця система контролює роботу лазера, а також управляє іншими системами верстата. Для здійснення своєї роботи вона додатково комплектується різними датчиками або необхідними підсистемами. 
Варто також виділити кілька переваг, якими володіє дана операція з різання листового металу: забезпечення високої точності подачі матеріалу, а також самої роботи лазера; на поверхні деталі залишається мінімум забрудненого простору після роботи; досить низька ймовірність того, що під впливом лазера буде завдано який-небудь непотрібне шкоду заготівлі; є можливість створювати досить складні і об'ємні деталі з великою швидкістю. 
створення різноманітних деталей для машинобудівної техніки; створення всіляких полиць, стелажів та інших конструкцій, що застосовуються у торговельній промисловості; деякі елементи димоходу, печей та котлів створюються за допомогою лазерного різання; ковані огорожі та деякі деталі для воріт і дверей; Якщо взяти до уваги всі переваги лазерної обробки металів, стає зрозуміло, чому багато підприємств переходять саме на цей спосіб роботи з тонким листовим металопрокатом.
 Під час поглинання лазерного випромінювання поверхнею металу відбувається один з трьох варіантів розвитку подій:
Під час поглинання лазерного випромінювання поверхнею металу відбувається один з трьох варіантів розвитку подій: Нагрівання проходить без фазових перетворень. В такому випадку шар хімічного забруднення, на який впливають спрямовані фотонні пучки, їх поглинати і лущитися. Можливий нагрів з подальшим розплавленням речовини. Можливо, що нагрів буде супроводжуватися подальшим випаровуванням речовини з поверхні.
У залежності від хімічного складу іржі, температура її плавлення становить від 1580 до 1640 градусів за Цельсієм. Іншими словами, необхідно розвинути температуру, яка буде перевищувати навіть показник, потрібний для плавлення сталі. Для того щоб досягти потрібного показника, необхідно, щоб потужність лазера в зоні дії досягала 10 6 Вт/см 2 . При цьому діаметр іонно-фотонного пучка, повинен бути мінімум 100 мм. При таких показниках з'являється можливість ефективно видаляти оксидну плівку з товщиною від 50 до 75 мікрон. Цього цілком вистачить для зняття іржі з поверхні металу.
Технологія різання
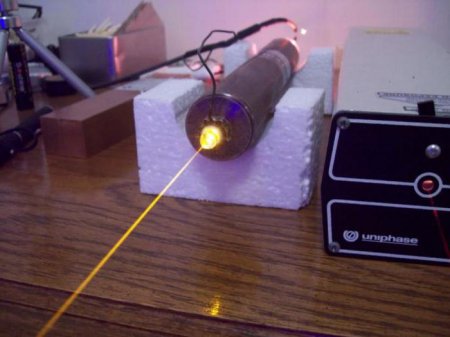
Під час застосування лазерної обробки металу виріб піддається таких впливів, як відображення і поглинання лазерного випромінювання. Як і будь-який інший виробничий процес цей протікає по певному плану. Перший етап - це вплив лазерного випромінювання на метал в конкретній точці. Другий етап полягає в тому, що метал спочатку нагрівається під впливом цього променя, а після проходження певного температурного порога починається плавитися. Третій етап знаменується тим, що на кордонах плавлення металу з'являються поглиблення. Останній етап полягає в тому, що енергія, що випромінюється лазером, приводить до другої стадії процедури - кипіння і подальшого випаровуванню металевого речовини.Однак варто зазначити, що на практиці, за технологією лазерної обробки металу, випаровування відбувається лише в тому випадку, якщо заготівля зроблена з тоншого металу. Якщо необхідно обробити матеріал з досить великою щільністю, необхідно використовувати допоміжне обладнання. Плавлення здійснюється за допомогою газу, який виступає другорядним агрегатом і допомагає позбавлятися від залишків металу. Такий метод називається газолазерной різкою.

Конструкція лазера
Основи технології лазерного різання металу також сильно залежать від того, з чого складається обладнання. Найчастіше сам по собі лазер конструктивно складається з трьох основних частин. Перша його частина - це особливий джерело енергії або системи накачування. Друга частина - це робоче тіло, яке володіє потрібним ефектом вимушеного випромінювання. Остання частина - це оптичний резонатор, який представлений набором з декількох оптичних стекол.Різновиди обладнання для різання
Технологія лазерного різання металу, а точніше, приналежність того чи іншого способу обробки до якого-небудь виду, визначається по виду робочого елемента, тобто лазера, а також виходячи з його потужності. В даний час є три різновиди лазера:
Застосування апаратів
На промислових підприємствах найчастіше вдаються до використання твердотільної лазерної обробки металу. Різка таким пристроєм, а точніше, випромінювання від лазера при даному режимі роботи може проходити як імпульсами, так і безперервно. Основним робочим тілом в таких пристроях є рубін, стекло з домішкою неодиму або ж такого елемента, як CaF 2 , тобто флюорит кальцію. Найбільша перевага цієї версії полягає в тому, що вона здатна створити дуже потужний лазерний імпульс за частку секунди.Що стосується застосування газових лазерів, то вони найчастіше застосовуються не на промислових об'єктах, а в наукових або технічних цілях. При обробці металу лазерними верстатами такого типу використовується суміш газоподібних речовин в якості робочого тіла. Застосовується тут азот, вуглекислий газ і гелій. Атоми даних речовин збуджуються під впливом електричного розряду. Це забезпечує такі позитивні якості, як монохроматичність, а також спрямованість. Ці властивості виступають основними перевагами газового лазера.

З чого складається обладнання для роботи
Лазерні установки, що використовуються для роботи, складаються з наступних чотирьох ключових елементів:
Робота з тонким металом
В даний час лазерна обробка металу набагато частіше використовується для роботи з листовим типом металевого прокату. Необроблені деталі з великою товщиною практично не обробляються таким методом. Робота з листовим металом дозволяє економити частину електроенергії.Варто також виділити кілька переваг, якими володіє дана операція з різання листового металу:

Сфери використання лазерної обробки
В даний час використання досить високоточного обладнання для лазерного різання потрібно для того, щоб створювати такі конструкції:Лазерна обробка металу від іржі
Принцип видалення іржі з використанням лазерного обладнання базується на відомих фізичних властивостях, які виникають при взаємодії металу та яскравого світлового випромінювання, такого як лазер. У відповідності з цими законами чисті метали будуть відображати світлове випромінювання, а ось наявність будь-яких хімічних домішок, буде, навпаки, поглинати світлове випромінювання. До числа хімічних речовин належить не тільки іржа. Плівки гідридів та інші забруднення також можуть видалятися таким чином.
Технологія лазерної очищення від іржі
Враховуючи можливі варіанти розвитку, можна сказати, що є два шляхи, по яких може протікати процес очищення від іржі. У першому випадку технологія використання лазера є "м'якою", тобто поверхневий шар буде відділятися від металевої основи у вигляді лусочок. Другий випадок називається "жорстким". Він відрізняється тим, що іржа, наявна на поверхні металу, при впливі лазера буде просто зникати.У залежності від хімічного складу іржі, температура її плавлення становить від 1580 до 1640 градусів за Цельсієм. Іншими словами, необхідно розвинути температуру, яка буде перевищувати навіть показник, потрібний для плавлення сталі. Для того щоб досягти потрібного показника, необхідно, щоб потужність лазера в зоні дії досягала 10 6 Вт/см 2 . При цьому діаметр іонно-фотонного пучка, повинен бути мінімум 100 мм. При таких показниках з'являється можливість ефективно видаляти оксидну плівку з товщиною від 50 до 75 мікрон. Цього цілком вистачить для зняття іржі з поверхні металу.

Пристрій для видалення іржі
Природно, що використовувати те ж саме обладнання для видалення іржі, що і для різання, не можна. Варто також відзначити, що ціна лазерної обробки металу від іржі досить висока. Вартість коливається, але мінімальна сума знаходиться в межах 10 тисяч рублів, а також залежить від площі металевої заготовки, яку треба обробити. В даний час найбільш затребуваним варіантом обладнання є портативний станок. Він складається з двох окремих модулів. Перший модуль - це ранець із джерелом живлення, а другий модуль - це лазерна головка з шламоприемником. Обидва модуля з'єднання між собою за допомогою оптоволоконного кабелю. Крім того, в комплект такого обладнання входить також відеосистема, яка дозволяє стежити за ходом процесу видалення іржі.Види лазера для різання металу своїми руками
Як різновидів використовуються ті ж установки, що і на промислових підприємствах. Однак деякі з них дуже потужні та складні, щоб можна було виготовити їх самостійно. З цієї причини популярністю користується лише найбільш простий і найбільш малопотужний - твердотільний лазер. Хоча тут буде справедливо відзначити, що потужність твердотільного саморобного лазера не зрівняється з потужність аналогічного типу, але виробничого варіанту. Однак для застосування в побуті така установка цілком підійде, до того ж вона значно дешевше.Читайте також

Дім
Інструменти для різання металу: яке буває обладнання
Дім
Лазерні гравери по дереву: ціни, відгуки

КРАСА І ЗДОРОВЯ
Лазерна епіляція "глибоке бікіні": відгуки, опис процедури та ефективність

КРАСА І ЗДОРОВЯ
Лазерна епіляція: лазер як метод боротьби з небажаними волоссям

НАУКА
Лазерне різання по дереву: основи обробки
НАУКА
Твердотільний Лазер: принцип роботи, застосування
Дім
Газовий лазер: опис, характеристики, принцип дії

Техніка
Слюсарна рубка металу